Dec 19, 2020
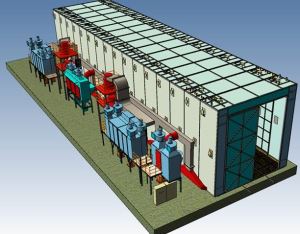
The sandblasting room can be roughly divided into five steps in the working process, mainly including: pre-control, abrasive control, tool control, condition control and quality control.
1. Early control
Before sandblasting, the surface of the workpiece must be carefully inspected to remove welding slag and surface contaminants. Sandblasting processing can only be carried out when the surface of the workpiece is kept clean.
2. Tool control
During operation, the air pressure of the air compressor is 6.0×105~6.5×105Pa, and the pressure range is 0.5×105~1.0×105Pa. Generally, the pressure of the sand bucket is 4.5×105~5.5×105Pa, not less than 4.0×105Pa. Before sandblasting, check whether the pressure vessel manufacturer has a production license, and whether the protective tools, safety belts (ropes) and oxygen supply devices worn by the staff are safe and reliable.
3. Condition control
The compressed air used in the sandblasting room in Foshan must be treated by a cooling device and an oil-water separator to ensure that it is oil-free and dry. The distance between the nozzle and the surface of the steel should be 100-300mm, and the non-sandblasting parts should be shielded and protected before sandblasting. The angle between the spray direction and the surface normal of the base steel is preferably 15°-30°. When working, the nozzle should not stay for a long time. Sporadic operations should be avoided for sandblasting. At the same time, the spraying area should not be too large. Fully consider the time interval between the coating or thermal spraying process and the surface pretreatment process. Use manual or power tools to remove rust on the parts that cannot be sprayed by the spray gun.
4. Abrasive control
The sand used in the sandblasting room in Foshan must be hard, angular, dry, free of soil and other impurities; quartz sand or coarse river sand can be used; at the same time, consideration should be given to factors such as sand transportation conditions and recycling capacity; sand The particle size of the material should be 0.5~1.5mm. It must be dried before screening and stored in a shed or indoor. The mesh size is: coarse sieve 40~48 holes/cm2 (particle size 1.2 mm), fine sieve 372~476 holes /cm2 (particle size 0.3mm).
5. Quality control
After the work is completed, a comprehensive inspection of the sandblasting and rust removal parts should be carried out first, and the roughness and cleanliness of the surface of the base steel should be checked. Especially check the parts that are not easy to spray, and the requirements for rust removal by hand or power tools can be appropriately reduced. When checking the cleanliness and roughness of the base steel, firstly, it is strictly forbidden to touch with hands; secondly, it should be carried out under good scattered sunlight or artificial lighting conditions with equivalent illuminance to avoid missed inspection.
Previous: Classification of recycling sandblasting rooms in Qingdao Wozhou
Next: Design basis for large-scale sandblasting room in work